
錫鑄:球墨鑄鐵件實(shí)現(xiàn)無冒口鑄造的條件

球墨鑄鐵與灰鑄鐵的凝固方式不同是由球墨與片墨生長(zhǎng)方式不同而造成的。
在亞共晶灰鐵中石墨在初生奧氏體的邊緣開始析出后,石墨片的兩側(cè)處在奧氏體的包圍下從奧氏體中吸收石墨而變厚,石墨片的先端在液體中吸收石墨而生長(zhǎng)。
在球墨鑄鐵中,由于石墨呈球狀,石墨球析出后就開始向周圍吸收石墨,周圍的液體因?yàn)?/span>w(C)量降低而變?yōu)楣虘B(tài)的奧氏體并且將石墨球包圍;由于石墨球處在奧氏體的包圍中,從奧氏體中只能吸收的碳較為有限,而液體中的碳通過固體向石墨球擴(kuò)散的速度很慢,被奧氏體包圍又限制了它的長(zhǎng)大;所以,即使球墨鑄鐵的碳當(dāng)量比灰鑄鐵高很多,球鐵的石墨化卻比較困難,因而也就沒有足夠的石墨化膨脹來抵消凝固收縮;因此,球墨鑄鐵容易產(chǎn)生縮孔。
另外,包裹石墨球的奧氏體層厚度一般是石墨球徑的1.4倍,也就是說石墨球越大奧氏體層越厚,液體中的碳通過奧氏體轉(zhuǎn)移至石墨球的難度也越大[1]。
低硅球墨鑄鐵容易產(chǎn)生白口的根本原因也在于球墨鑄鐵的凝固方式。如上所述,由于球墨鑄鐵石墨化困難,沒有足夠的由石墨化產(chǎn)生的結(jié)晶潛熱向鑄型內(nèi)釋放而增大了過冷度,石墨來不及析出就形成了滲碳體。此外,球墨鑄鐵孕育衰退快,也是極易發(fā)生過冷的因素之一[1]。
2 球墨鑄鐵無冒口鑄造的條件
從球墨鑄鐵的凝固特點(diǎn)不難看出,球墨鑄鐵件要實(shí)現(xiàn)無冒口鑄造的難度較大。筆者根據(jù)自己多年的生產(chǎn)實(shí)踐經(jīng)驗(yàn),對(duì)球墨鑄鐵實(shí)現(xiàn)無冒口鑄造工藝所需具備的條件作了一些歸納總結(jié),在此與同行分享。
2.1 鐵液成分的選擇
2.1.1 碳當(dāng)量(CE)
在同等條件下,微小的石墨在鐵液中容易溶解并且不容易生長(zhǎng);隨著石墨長(zhǎng)大,石墨的生長(zhǎng)速度也變快,所以使鐵液在共晶前就產(chǎn)生初生石墨對(duì)促進(jìn)共晶凝固石墨化是非常有利的。過共晶成分的鐵液就能滿足這樣的條件,但過高的CE值使石墨在共晶凝固前就長(zhǎng)大,長(zhǎng)大到一定尺寸時(shí)石墨開始上浮,產(chǎn)生石墨漂浮缺陷。這時(shí),由石墨化引起的體積膨脹只會(huì)造成鐵液液面上升,不但對(duì)鑄件的補(bǔ)縮毫無意義,而且由于石墨在液態(tài)時(shí)吸收了大量的碳,反而造成在共晶凝固時(shí)鐵液中的w(C)量低不能產(chǎn)生足夠的共晶石墨,也就不能抵消由于共晶凝固造成的收縮。實(shí)踐證明,能夠?qū)?/span>CE值控制在4.30%~4.50%是最理想的。
2.1.2 硅(Si)
一般認(rèn)為在Fe-C-Si系合金中, Si是石墨化元素,w(Si)量高有利于石墨化膨脹,能夠減少縮孔的發(fā)生。很少有人知道,Si是阻礙共晶凝固石墨化的。所以,不論從補(bǔ)縮的角度考慮,還是從防止碎塊狀石墨產(chǎn)生的角度考慮,只要能通過強(qiáng)化孕育等措施防止白口產(chǎn)生,都要盡可能地降低w(Si)量。
2.1.3 碳(C)
在合理的CE值條件下,盡可能提高w(C)量。事實(shí)證明球墨鑄鐵的w(C)量控制在3.60%~3.70%,鑄件具有最小的收縮率。
2.1.4 硫(S)
S是阻礙石墨球化的主要元素,球化處理的主要目的就是脫S,但球墨鑄鐵孕育衰退快與w(S)量太低有直接關(guān)系;所以,適當(dāng)?shù)?/span>w(S)量是必要的。可以將w(S)量控制在0.015%左右,利用MgS的成核作用增加石墨核心質(zhì)點(diǎn)以增加石墨球數(shù),減少衰退[2]。
2.1.5 鎂(Mg)
Mg也是阻礙石墨化的元素,所以在保證球化率能夠達(dá)到90%以上的前提下,Mg應(yīng)盡可能低。在原鐵液w(O)、w(S)量不高的條件下,殘留w(Mg)量能夠控制在0.03%~0.04%是最理想的。
2.1.6 其它元素
Mn、P、Cr等所有阻礙石墨化的元素越低越好。
要注意微量元素的影響,如Ti。當(dāng)w(Ti)量低時(shí),是強(qiáng)力促進(jìn)石墨化元素,同時(shí)Ti又是碳化物形成元素,又是影響球化促進(jìn)蠕蟲狀石墨產(chǎn)生的元素,所以w(Ti)量控制得越低越好。筆者公司曾經(jīng)有一個(gè)非常成熟的無冒口鑄造工藝,由于一時(shí)原材料短缺而使用了w(Ti)量為0.1%的生鐵,生產(chǎn)出的鑄件不但表面有縮陷,加工后內(nèi)部也出現(xiàn)了集中型縮孔。
總之,純凈原材料對(duì)提高球墨鑄鐵的自補(bǔ)縮能力是有利的。
2.2 澆注溫度
有實(shí)驗(yàn)表明,球墨鑄鐵的澆注溫度從1 350 ℃到1 500 ℃對(duì)鑄件收縮的體積沒有明顯的影響,只不過縮孔的形態(tài)從集中型逐漸向分散型過度。石墨球的尺寸也隨著澆注溫度的升高逐漸變大,石墨球的數(shù)量逐漸減少。所以沒有必要苛求過低的澆注溫度,只要鑄型強(qiáng)度足夠抵抗鐵液的靜壓力,澆注溫度可以高一些。通過鐵液加熱鑄型減少共晶凝固時(shí)的過冷度,使石墨化有充足的時(shí)間進(jìn)行。不過,澆注速度要盡可能地快,以盡量減少型內(nèi)鐵液的溫度差[3]。
2.3 冷鐵
根據(jù)筆者使用冷鐵的經(jīng)驗(yàn)及利用以上理論分析,冷鐵能夠消除縮孔缺陷的說法并不確切。一方面,局部使用冷鐵(如打孔部位),只能使縮孔轉(zhuǎn)移而不是消除縮孔;另一方面,大面積地使用冷鐵而獲得了減少補(bǔ)縮或無冒口的效果,只是無意識(shí)地增加了鑄型強(qiáng)度而不是冷鐵減少了液體或共晶凝固收縮。事實(shí)上,如果冷鐵使用過多,影響了石墨球的長(zhǎng)大及石墨化的程度,相反會(huì)加劇收縮。
2.4 鑄型強(qiáng)度和剛度
由于球鐵大都選擇共晶或過共晶成分,鐵液在鑄型中冷卻至共晶溫度所經(jīng)過的時(shí)間較長(zhǎng),也就是鑄型所承受的鐵液靜壓力的時(shí)間要比亞共晶成分的灰鑄鐵要長(zhǎng),鑄型也就更容易產(chǎn)生壓縮性變形。當(dāng)石墨化膨脹引起的體積增加不能抵消液體收縮+凝固收縮+鑄型變形體積時(shí),產(chǎn)生縮孔也就在所難免。所以,足夠的鑄型剛度及抗壓強(qiáng)度是實(shí)現(xiàn)無冒口鑄造的重要條件,有許多覆砂鐵型鑄造工藝實(shí)現(xiàn)無冒口鑄造既是這一理論的證明。
2.5 孕育處理
強(qiáng)效孕育劑及瞬時(shí)延后孕育工藝既能給予鐵液大量的核心質(zhì)點(diǎn),又能防止孕育衰退,能夠保證球墨鑄鐵在共晶凝固時(shí)有足夠的石墨球數(shù);多而小的石墨球減少了液體中的C向石墨核心轉(zhuǎn)移的距離,加快了石墨化速度,短時(shí)內(nèi)大量的共晶凝固又能釋放出較多的結(jié)晶潛熱,減少了過冷度,既能防止白口的產(chǎn)生,又能加強(qiáng)石墨化膨脹。因而。強(qiáng)效孕育對(duì)提高球墨鑄鐵的自補(bǔ)縮能力至關(guān)重要。
2.6 鐵液過濾
鐵液經(jīng)過過濾,濾除了部分氧化夾雜,使鐵液的微觀流動(dòng)性增強(qiáng),可以降低微觀縮孔的產(chǎn)生幾率。
2.7 鑄件模數(shù)
由于鑄態(tài)珠光體球鐵需要加入阻礙石墨化的元素,這會(huì)影響石墨化程度,對(duì)鑄件實(shí)現(xiàn)自補(bǔ)縮目的有一定影響,所以有資料介紹,無冒口鑄造適用于牌號(hào)在QT500以下的球墨鑄鐵。除此之外,由鑄件的形狀尺寸所決定的模數(shù)應(yīng)在3.1 cm以上。
值得注意的是,厚度<50 mm的板類鑄件實(shí)現(xiàn)無冒口鑄造是困難的。
也有資料介紹,對(duì)QT500以上的球墨鑄鐵實(shí)現(xiàn)無冒口鑄造工藝的條件是其模數(shù)應(yīng)大于3.6 cm。
3 應(yīng)用實(shí)例介紹
3.1 大模數(shù)鑄件無冒口鑄造工藝實(shí)例
材料牌號(hào)為GGG70的風(fēng)電增速器行星支架鑄件,重量為3 300 kg,輪廓尺寸為φ1 260×1 220 mm,鑄件模數(shù)約為5.0 cm。鑄件成分為:w(C) 3.62%;w(Si) 2.15%;w(Mn) 0.25%;w(P) 0.035%;w(S) 0.012%;w(Mg) 0.036%;w(Cu) 0.98%。澆注溫度為1 370~1 380 ℃
考慮到鐵液對(duì)鑄型下部的壓力較大,容易使鑄型下部產(chǎn)生壓縮變形,所以客戶推薦將冷鐵主要集中放置在下部(如圖1)。根據(jù)以往的經(jīng)驗(yàn),開始試制時(shí),我們決定使用無冒口鑄造工藝,也就是圖1去掉冒口的工藝。雖然客戶請(qǐng)專業(yè)人員對(duì)所試制鑄件做超聲探傷并未發(fā)現(xiàn)有內(nèi)部缺陷,解剖結(jié)果也未發(fā)現(xiàn)縮孔缺陷。但對(duì)照其它相關(guān)資料及客戶提供的參考工藝,我們對(duì)這么重要的鑄件批量生產(chǎn)后一旦發(fā)生縮孔缺陷的后果甚為擔(dān)心,所以對(duì)圖1工藝進(jìn)行了凝固模擬試驗(yàn),模擬結(jié)果如圖2。
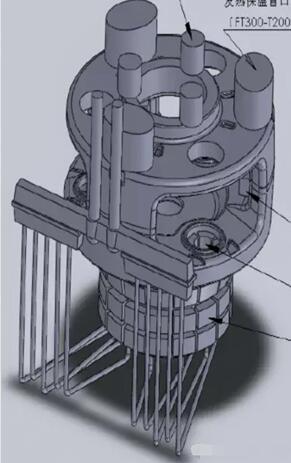
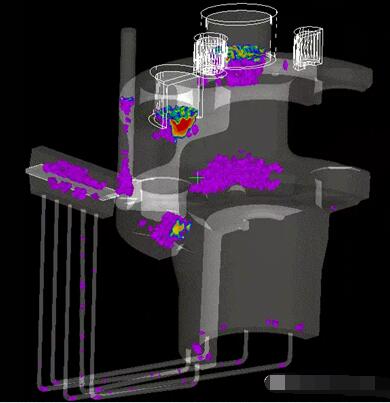
圖2 根據(jù)圖1工藝的模擬結(jié)果
從模擬結(jié)果可見,液態(tài)收縮已經(jīng)將包括內(nèi)部的3個(gè)Φ140×170 mm圓形發(fā)熱保溫冒口及外側(cè)的3個(gè)320×200×320 mm腰圓形發(fā)熱保溫冒口內(nèi)的鐵液全部用盡;因而,我們?cè)谠?/span>320×200×320 mm發(fā)熱保溫冒口的上面再加上1個(gè)同等大小的冒口,即將冒口尺寸改為320×200×640 mm。但是,澆鑄后的結(jié)果卻是所有冒口一點(diǎn)收縮的痕跡也沒有,從而證實(shí)了這個(gè)鑄件完全可以實(shí)現(xiàn)無冒口鑄造。
3.1小模數(shù)鑄件有冒口鑄造實(shí)例
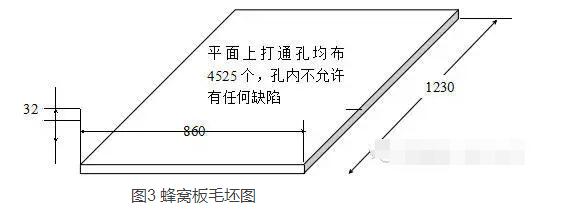
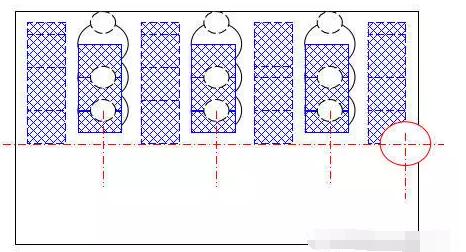
圖3所示的蜂窩板材料牌號(hào)為QT500-7,長(zhǎng)×寬×高尺寸為1 230×860×32 mm,鑄件模數(shù)M=3.2/2=1.6 cm。
此鑄件模數(shù)遠(yuǎn)小于3.1 cm,顯然不適用于無冒口鑄造工藝,但試制時(shí)為了提高工藝出品率,采用了立澆雨淋式澆口(圖4),原意是想使鑄件在凝固時(shí)產(chǎn)生自上而下的溫度梯度,以利用橫澆口補(bǔ)縮,但結(jié)果卻是在鑄件的中間部位加工后產(chǎn)生了大面積連通性縮孔(圖4中雙點(diǎn)劃線處)。試制4件無一件成品。
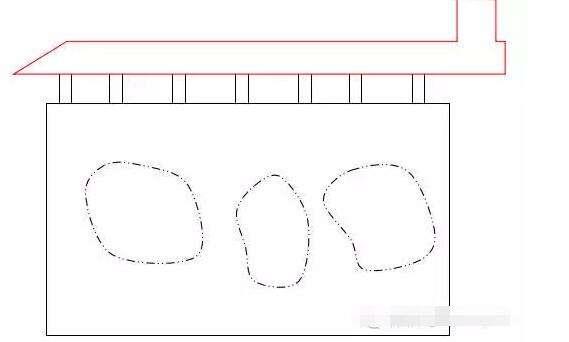
圖4 試制工藝方案示意圖
于是,我們改變思路,制定了如圖5所示的臥澆、冷鐵加冒口工藝。用冷鐵將鑄件分割成9部分,每部分的中央放置冒口。改進(jìn)后的工藝出品率大于75%,產(chǎn)品質(zhì)量穩(wěn)定,廢品率在2.0%以下,由于原材料和工藝都較穩(wěn)定,加工后幾乎沒有廢品。
“推薦閱讀”
【責(zé)任編輯】:無錫市鑄造廠版權(quán)所有:http://ramon-conference.com轉(zhuǎn)載請(qǐng)注明出處
鑄件")








